

當(dāng)前位置 : 首頁(yè) > 產(chǎn)品中心 > 堆焊設(shè)備及焊絲
 所有產(chǎn)品
所有產(chǎn)品 相關(guān)新聞
相關(guān)新聞


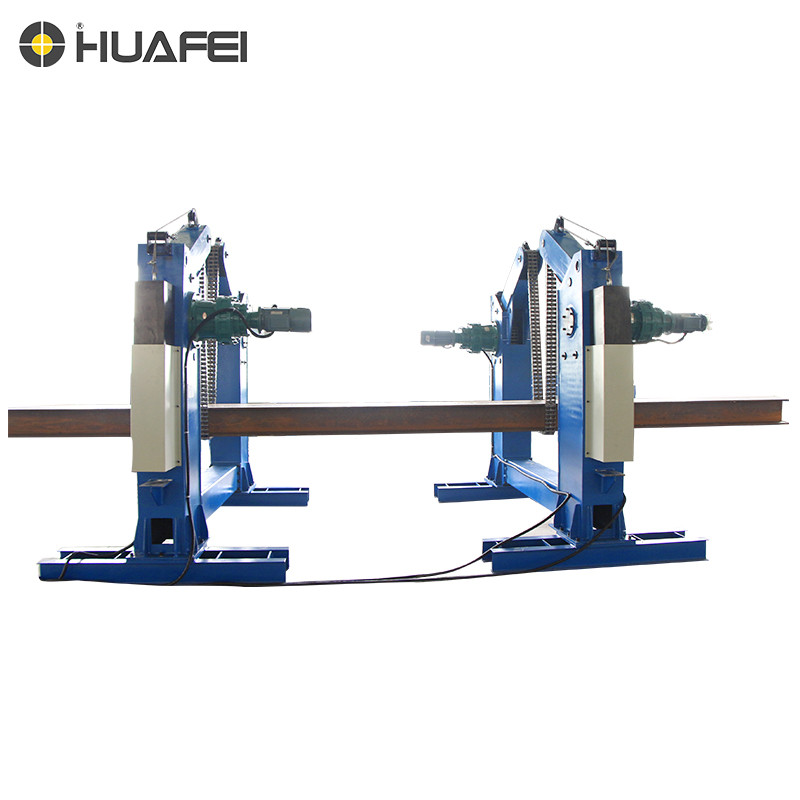
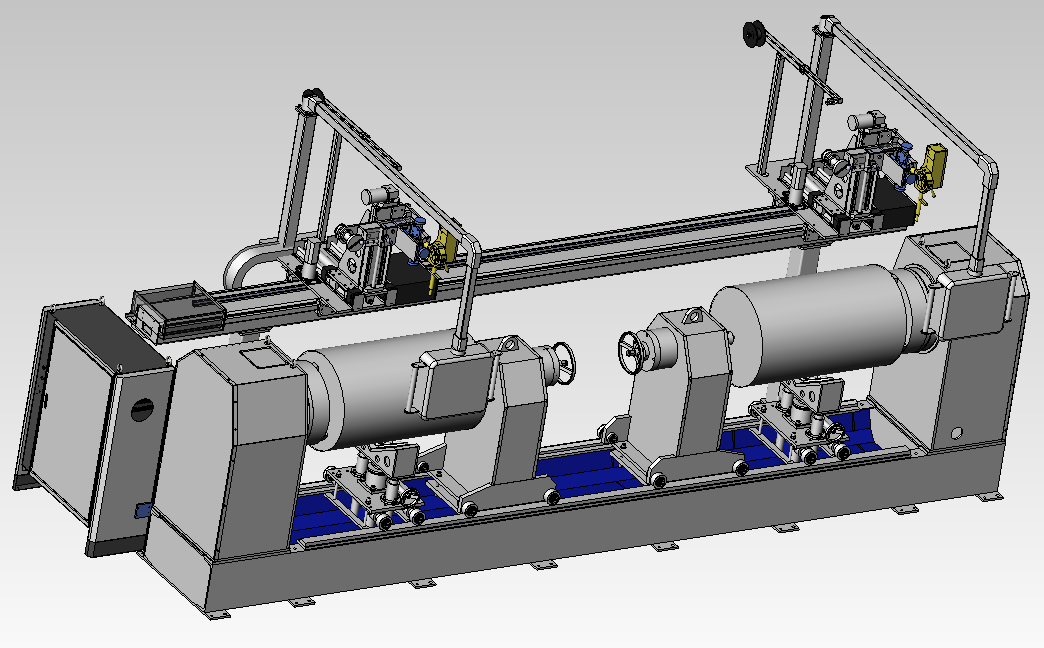
 優(yōu)勢(shì)特點(diǎn):搭配伺服電機(jī)、機(jī)頭升降前后行走采用線性模組,保證機(jī)械精度,焊后輥面平整度好。床頭床尾雙卡盤形式,床尾可移動(dòng);雙工位、雙主軸驅(qū)動(dòng),可同時(shí)堆焊雙輥,也可單機(jī)頭或雙機(jī)頭同時(shí)堆焊單輥
優(yōu)勢(shì)特點(diǎn):搭配伺服電機(jī)、機(jī)頭升降前后行走采用線性模組,保證機(jī)械精度,焊后輥面平整度好。床頭床尾雙卡盤形式,床尾可移動(dòng);雙工位、雙主軸驅(qū)動(dòng),可同時(shí)堆焊雙輥,也可單機(jī)頭或雙機(jī)頭同時(shí)堆焊單輥 適用范圍:廣泛應(yīng)用于堆焊鋼廠,水泥廠的軋輥、連鑄輥、擠壓輥的堆焊修復(fù)
適用范圍:廣泛應(yīng)用于堆焊鋼廠,水泥廠的軋輥、連鑄輥、擠壓輥的堆焊修復(fù) 產(chǎn)品簡(jiǎn)介:
產(chǎn)品簡(jiǎn)介:可根據(jù)焊接工藝要求自由設(shè)定電壓、送絲速度。觸摸屏與PLC相結(jié)合,可以人工預(yù)置線速度和焊道寬度等焊接參數(shù),可根據(jù)輥直徑和輥身長(zhǎng)度自動(dòng)調(diào)節(jié)最適合的轉(zhuǎn)數(shù)和焊道撘接量



 郵箱 : jnhfsk@126.com
郵箱 : jnhfsk@126.com  手機(jī): 18653180816
手機(jī): 18653180816產(chǎn)品介紹
連鑄輥雙頭自動(dòng)堆焊專機(jī)采用床頭床尾雙卡盤形式,床尾可移動(dòng);配備雙工位、雙主軸驅(qū)動(dòng),可同時(shí)堆焊雙輥,也可單機(jī)頭或雙機(jī)頭同時(shí)堆焊單輥。主軸小車驅(qū)動(dòng)采用伺服電機(jī)、機(jī)頭升降前后行走采用線性模組,保證機(jī)械精度,焊后輥面平整度好。
可根據(jù)焊接工藝要求自由設(shè)定電壓、送絲速度。觸摸屏與PLC相結(jié)合,可以人工預(yù)置線速度和焊道寬度等焊接參數(shù),可根據(jù)輥直徑和輥身長(zhǎng)度自動(dòng)調(diào)節(jié)最適合的轉(zhuǎn)數(shù)和焊道撘接量。
堆焊專機(jī)1")
適應(yīng)工件及焊接方式
1. 工件外徑:Φ150—Φ500mm
2. 工件長(zhǎng)度:雙頭焊2X2000mm ,單頭焊5000mm
3. 工件最大重量:5000kg
4. 焊接方式:埋弧堆焊
5. 根據(jù)焊接工藝的要求可以選擇螺旋式堆焊,步進(jìn)式堆焊,擺動(dòng)堆焊等不同的焊接 工藝。通過觸摸式人機(jī)界面可以方便的預(yù)設(shè)堆焊參數(shù)、更改參數(shù)和狀態(tài)轉(zhuǎn)換以及程序的儲(chǔ)存和調(diào)用
設(shè)備參數(shù)
型 號(hào) | 連鑄輥雙頭自動(dòng)堆焊專機(jī) |
控制方式 | 數(shù)字編程控制 |
工件直徑 | Φ300--1000mm |
工件外徑 | Φ150—Φ500mm |
工件長(zhǎng)度 | 雙頭焊2X2000mm ,單頭焊5000mm |
工件最大重量 | 5000kg |
焊絲直徑 | φ0.8~1.6(常用為φ1.2) |
額定載荷 | 25 kg |
力矩 | 700Kg-cm |
電源 | 220V,50Hz,2A |
焊接方式 | 埋弧堆焊 |
焊接工藝 | 可用但不限于螺旋式堆焊,步進(jìn)式堆焊,擺動(dòng)堆焊 |
注:
1、工件狀態(tài):工件焊接面平整,對(duì)接焊縫最大間隙小于1.5mm
2、工件表面狀態(tài):無(wú)油污、嚴(yán)重銹蝕等
3、工件焊接前狀態(tài):焊接前工件點(diǎn)焊牢固,清潔焊點(diǎn)
4、 基本配置
環(huán)縫或縱縫設(shè)備、焊接電源、氣動(dòng)或液壓系統(tǒng)
工件焊接流程
1.將工件裝至定位工裝,在手動(dòng)方式下調(diào)整焊槍升降與左右,使焊槍對(duì)準(zhǔn)起焊點(diǎn)。
2.在觸摸屏選擇焊接工藝和方式,并設(shè)置該工藝的焊接參數(shù),調(diào)整合適的焊接電流和電壓。
3.切換至自動(dòng)方式,在工件夾緊后,按啟動(dòng)按鈕, 焊接程序?qū)⒆詣?dòng)起弧,啟動(dòng)工件,打開焊接擺動(dòng),按照設(shè)定的速度、焊道寬度、焊接層數(shù)等參數(shù)自動(dòng)完成。
4.焊接完成后,程序自動(dòng)停止各動(dòng)作。焊接過程中,焊劑完成自動(dòng)篩選和回收。
5.移走工件,等待下一次循環(huán),若焊接工藝相同,調(diào)整焊槍對(duì)準(zhǔn)焊縫,再次按啟動(dòng)即可重復(fù)同樣焊接。
安裝、調(diào)試、驗(yàn)收及服務(wù)
(一)設(shè)備安裝調(diào)試
1)我公司負(fù)責(zé)設(shè)備的安裝、調(diào)試在接到買方通知后,3日內(nèi)到達(dá)現(xiàn)場(chǎng)進(jìn)行安裝調(diào)試。
2)設(shè)備安裝調(diào)試合格后,我公司提供現(xiàn)場(chǎng)跟蹤服務(wù)兩周。
3)我方調(diào)試人員遵守甲方生產(chǎn)現(xiàn)場(chǎng)安全管理制度,對(duì)自身安全行為負(fù)責(zé)。
4)甲方負(fù)責(zé)設(shè)備基礎(chǔ)施工、地腳二次灌漿。在設(shè)備安裝調(diào)試前須做好基礎(chǔ)制作和準(zhǔn)備工作,配備電源、起重設(shè)備等必要的設(shè)施和工具。
5)甲方負(fù)責(zé)準(zhǔn)備設(shè)備所需機(jī)械油,指配操作工人配合安裝調(diào)試,為我公司安裝人員提供工作方便
(二)人員培訓(xùn):
乙方免費(fèi)為甲方培訓(xùn)機(jī)械維修、電器維修、編程及操作(培訓(xùn)內(nèi)容滿足甲方的相關(guān)工作需求)。培訓(xùn)在甲方場(chǎng)地進(jìn)行。具體時(shí)間由乙方書面通知甲方。經(jīng)培訓(xùn)考核合格后,方上崗實(shí)際操作。
(三)售后服務(wù)
1》華飛數(shù)控對(duì)我公司客戶承諾:主機(jī)保修一年,可提供上門服務(wù),設(shè)備首次上門可免費(fèi)培訓(xùn),保修服務(wù)按定作方通知24小時(shí)內(nèi)行動(dòng),定作方協(xié)助承攬方進(jìn)行;
2》終身提供維修服務(wù)和備品備件供應(yīng),保修期內(nèi)費(fèi)用全免(人為因素和不可抗因素除外),保修期后酌情收取成本費(fèi);
3》承攬方向定作方提供以下技術(shù)資料(使用說(shuō)明書、合格證、電氣原理圖、圖等)。
4》可為海外設(shè)備提供派遣工程師維護(hù)的服務(wù)
5》出廠前會(huì)對(duì)設(shè)備進(jìn)行嚴(yán)格工廠檢測(cè),并提供完整的設(shè)備手冊(cè)
6》出廠提供設(shè)備必需部件,備件。


全國(guó)24小時(shí)咨詢電話
 18653180816
18653180816
 jnhfsk@126.com
jnhfsk@126.com
 濟(jì)南市歷城區(qū)華山開發(fā)區(qū)同華路12號(hào)
濟(jì)南市歷城區(qū)華山開發(fā)區(qū)同華路12號(hào)



 微信在線詢價(jià)
微信在線詢價(jià)
全國(guó)24小時(shí)咨詢電話
18653180816
jnhfsk@126.com
濟(jì)南市歷城區(qū)華山開發(fā)區(qū)同華路12號(hào)

微信在線詢價(jià)
全國(guó)24小時(shí)咨詢電話
18653180816
jnhfsk@126.com
濟(jì)南市歷城區(qū)華山開發(fā)區(qū)同華路12號(hào)
微信在線詢價(jià)
全國(guó)24小時(shí)咨詢電話
18653180816
jnhfsk@126.com
濟(jì)南市歷城區(qū)華山開發(fā)區(qū)同華路12號(hào)
版權(quán)所有:濟(jì)南華飛數(shù)控機(jī)械有限公司備案編號(hào):魯ICP備11012631號(hào)

 華飛數(shù)控服務(wù)熱線:18653180816
華飛數(shù)控服務(wù)熱線:18653180816
 重點(diǎn)產(chǎn)品分類
重點(diǎn)產(chǎn)品分類


 在線報(bào)價(jià)
在線報(bào)價(jià) 電話 : 18653180816
電話 : 18653180816 產(chǎn)品詳情
產(chǎn)品詳情 產(chǎn)品詳情
產(chǎn)品詳情 樣品展示
樣品展示 樣品展示
樣品展示